 当前位置:
当前位置:铝条折弯机的设备组成介绍
时间:2024-06-06 来源:http://www.jncsjx.com/ 发布人:昌盛机械
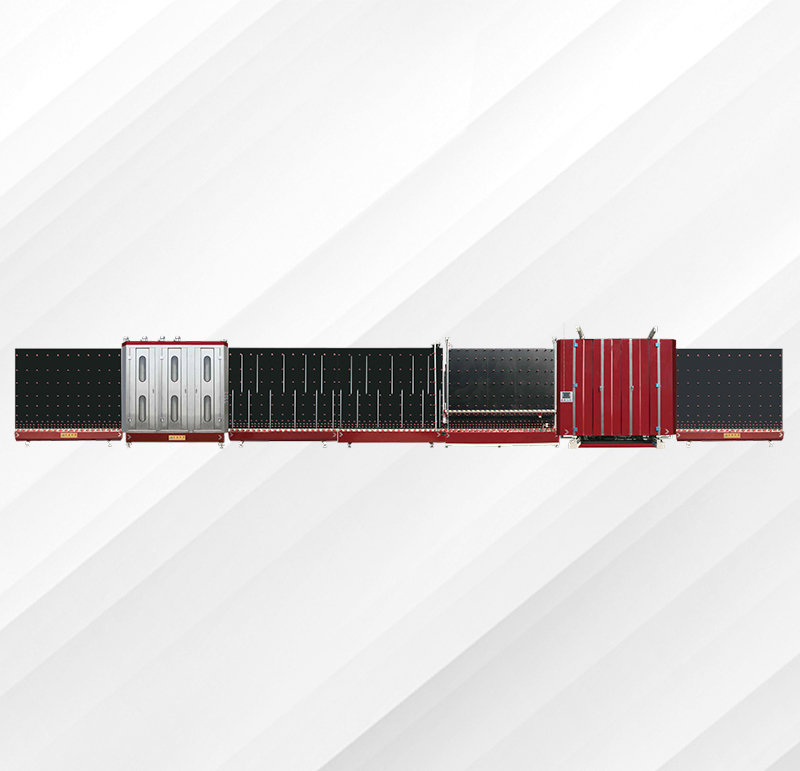
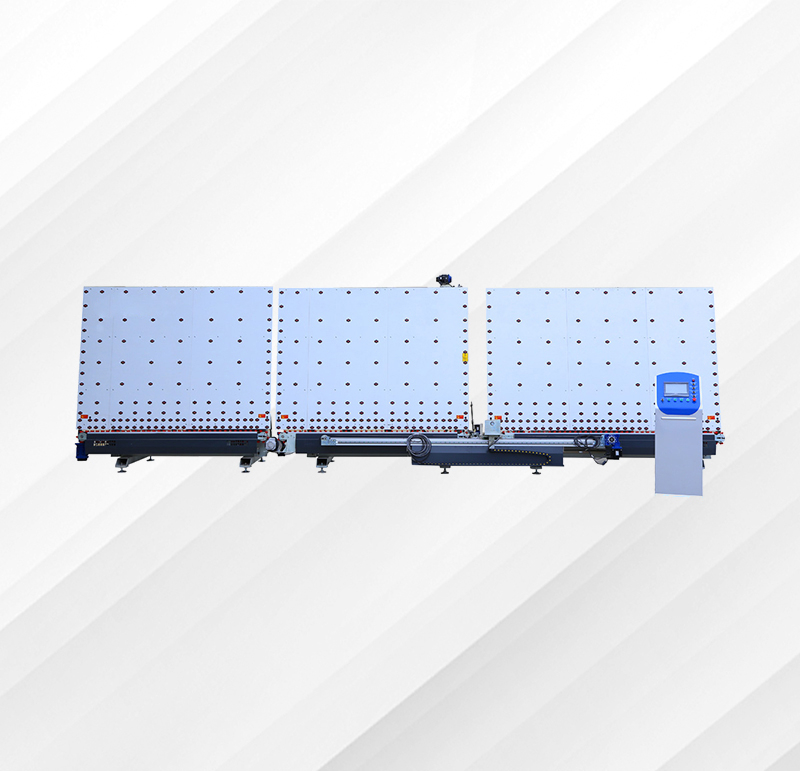
该设备本体由机身机架、铝框背板、自动接料装置、步进给料机构、折弯机构、自动断料机构、电气控制系统、动力控制系统、控制箱及触摸屏人机界面等结构组成。
The device body is composed of a body frame, an aluminum frame backplate, an automatic feeding device, a stepper feeding mechanism, a bending mechanism, an automatic cutting mechanism, an electrical control system, a power control system, a control box, and a touch screen human-machine interface.
自动接料装置:由接头定位部件和铝条定位部件组成,当铝条尾部到达信号发出时,接料系统会自动定位铝条尾部,等待下一条铝条的自动续接。
Automatic feeding device: composed of joint positioning components and aluminum strip positioning components. When the signal is sent at the tail end of the aluminum strip, the feeding system will automatically position the tail end of the aluminum strip and wait for the automatic continuation of the next aluminum strip.

步进给料机构:当控制系统发出步进长度信号时,由该系统执行给料。
Step feeding mechanism: When the control system sends a step length signal, the system executes feeding.
折弯机构:折弯机构的折弯角度可以精确调节和控制。
Bending mechanism: The bending angle of the bending mechanism can be precisely adjusted and controlled.
自动断料机构:当初始上料或一个框折弯完成时,断料机构会自动切断铝条。
Automatic cutting mechanism: When the initial feeding or bending of a frame is completed, the cutting mechanism will automatically cut the aluminum strip.
电气控制系统:电气控制系统是整个设备的核心部分,设备的控制软件安装在MC运动控制器中。所有的控制指令、运算工作、输入输出信号、系统状态监视,以及与操作人员的信息交流均由该部分完成。
Electrical control system: The electrical control system is the core part of the entire equipment, and the control software of the equipment is installed in the MC motion controller. All control instructions, calculation work, input and output signals, system status monitoring, and information exchange with operators are completed by this section.
该系统采用松下支持RTEX总线的A6N伺服及电机。RTEX具有极高的性价比,采用RTEX总线控制系统后,客户在不增加电机成本的情况下,大幅降低了配线安装工作。100M的网络带宽和RTEX优异的稳定特性,确保了MC1002R与系统各个A6N伺服驱动器之间的控制周期能够达到0.5ms,从而大幅提高了客户机器的控制精度。
The system adopts Panasonic's A6N servo and motor that support RTEX bus. RTEX has a very high cost performance ratio. By adopting the RTEX bus control system, customers can significantly reduce wiring and installation work without increasing motor costs. The 100M network bandwidth and excellent stability characteristics of RTEX ensure that the control cycle between MC1002R and various A6N servo drivers in the system can reach 0.5ms, greatly improving the control accuracy of the customer's machine.
动力控制系统:由数个气动电磁阀、相应气路、众多气动元件,以及控制信号回路组成气动动力系统,负责完成设备复杂的程控动作。
Power control system: composed of several pneumatic solenoid valves, corresponding pneumatic circuits, numerous pneumatic components, and control signal circuits, the pneumatic power system is responsible for completing complex program control actions of the equipment.
触摸屏软件界面:操作人员对设备的使用、所需要的大量的数据输入,以及操作人员需要了解的设备运行的信息,均通过触摸屏来完成。
Touch screen software interface: The operator's use of the device, the required large amount of data input, and the information that the operator needs to know about the operation of the device are all completed through the touch screen.
- 中空玻璃生产线实操科普:昌盛测厚段,用精准测量护航高效 2026/03/05
- 中空玻璃生产线实操科普:扫描仪这样调整,尺寸识别更精准 2026/03/04
- 全自动封胶线实操科普:合片玻璃错位?两步排查轻松解决 2026/02/25
- 中空玻璃加工设备:针阀漏胶?这样更换密封,简单又牢固 2026/02/23
- 双组份打胶机报警?循环泵超时这样处理,快速恢复生产 2026/02/21
- 中空玻璃打胶机,助您开启高效生产新时代! 2026/02/19
- 中空玻璃生产线打胶机传送V带不平衡?这样调,传送平稳不跑偏 2026/02/13
- 中空玻璃生产线打胶难题:压力够却打不满胶?这样排查就解决 2026/02/12
- 全自动封胶线实操科普:山东昌盛板压段,筑牢封胶质量核心防线 2026/02/10
- 中空玻璃生产线实操科普:小玻璃清洗机反转打滚?这样解决最省心 2026/02/06


 产品分类Product categories
产品分类Product categories
 联系我们Contact us
联系我们Contact us
